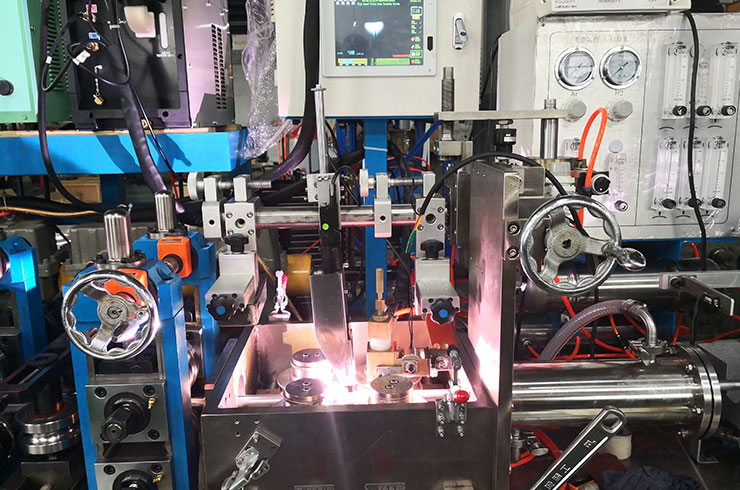
在保证焊接质量的前提下,焊管速度提高20-30%,业用不锈钢焊接领域中,为了获得高品质的焊缝品质。目前成熟的工艺是氩弧焊(TIG)。在自动焊接时,我们的TIG焊,在焊接速度提高时,电弧是在自由状态,电弧会随着钢管前进方往后拖(俗称拖弧),速度越快,拖弧越明显。就会造成电弧不坚挺,穿透力不足。如图1所以,在焊缝的外部两边和内部两边都会有咬边问题,焊缝内外有“驼峰”问题。对焊缝打磨,焊接质量造成很大的影响,特别的工业焊管,例如卫生管,热交换器管。有咬边问题打磨不光滑时,会造成残留液体,腐蚀钢管。也会造成应力腐蚀点。所以在工业焊管领域里,为了获得高品质的焊缝,所以降低焊接速度,保证焊接质量。
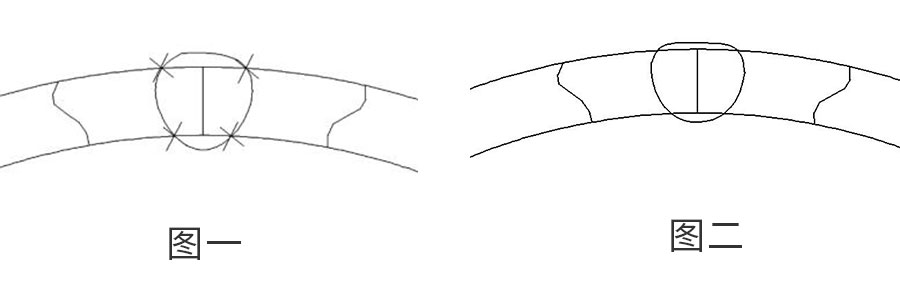
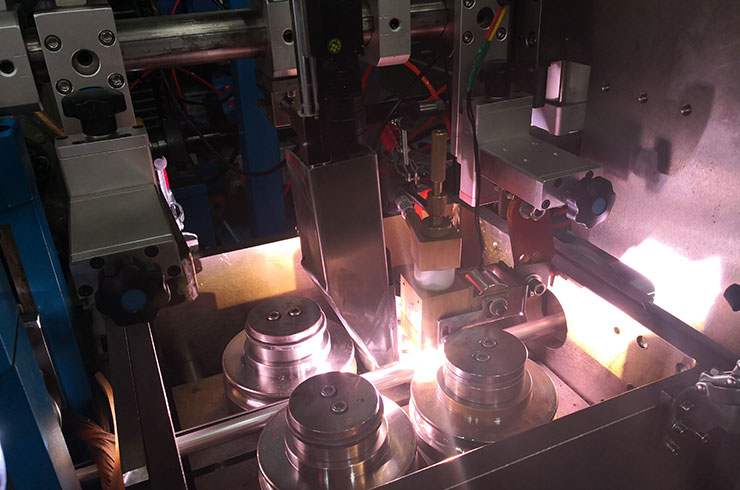
为了提高生产线效率,又可以获得良好的焊缝质量,我们公司研发的电弧焊接的稳弧器,针对上述的问题,在电弧中间外加可以调节大小的纵向电磁场所,通过电磁力把电弧稳定在中间或向前推,有了电磁稳定,电弧就不会向后或左右摆动,咬边和“驼峰”的问题就不会出现。所以提高了生产效率又保证了质量,如图2所示。提高速度20-30%在实际生产中使用得到了验证。为了适应不同的焊接电流和生产速度,可以调节电磁力的大小,适应不同的焊接电流和速度。
 所有产品
所有产品


 在线洽谈
在线洽谈



 s
s